2026 年,新能源铝基板行业不仅是需求爆发、供给紧缺、价格上行的景气大年,更是技术革命、代际更迭、路线竞争、格局重塑的关键之年。新能源汽车 800V 高压、SiC/GaN 第三代半导体、AI 服务器对铝基板提出更高导热、更低膨胀、更大电流、更高可靠、更小体积的极致要求,传统铝基板已接近性能天花板,新一代高导热、厚铜、纳米绝缘、复合结构铝基板加速产业化,技术路线竞争白热化,谁能抢占下一代技术制高点,谁就能主导未来 3—5 年行业格局。
一、技术迭代背景:新能源 + AI 倒逼极致性能升级
1. 新能源汽车 800V 高压:高压大电流,热应力挑战极大
800V 高压平台电压翻倍、电流增大、功率密度提升,要求铝基板厚铜 3–6oz(105–210μm)、载流能力≥50A、耐温≥150℃、热膨胀系数≤30ppm/℃、通过 AEC-Q200 车规认证,传统 1–2oz 薄铜、普通 Tg 铝基板面临淘汰。
2. SiC/GaN 第三代半导体:高温高频,散热压力空前
SiC/GaN 器件工作温度175–200℃,开关频率MHz 级,要求铝基板导热系数≥3.0W/m・K、热阻≤0.2℃/W、耐高温≥180℃、抗热冲击≥1000 次,传统有机绝缘层铝基板接近极限,纳米陶瓷绝缘层、复合结构成为突破方向。3. I 服务器电源:高密度集成,小型化轻量化
AI 服务器电源模块功率密度提升50%,空间压缩30%,要求铝基板超薄(1.0–1.2mm)、高导热、高平整度、轻量化,传统厚铝基板无法满足,超薄高导热铝基板成为刚需。
二、四大主流技术路线:各有优劣,竞争白热化
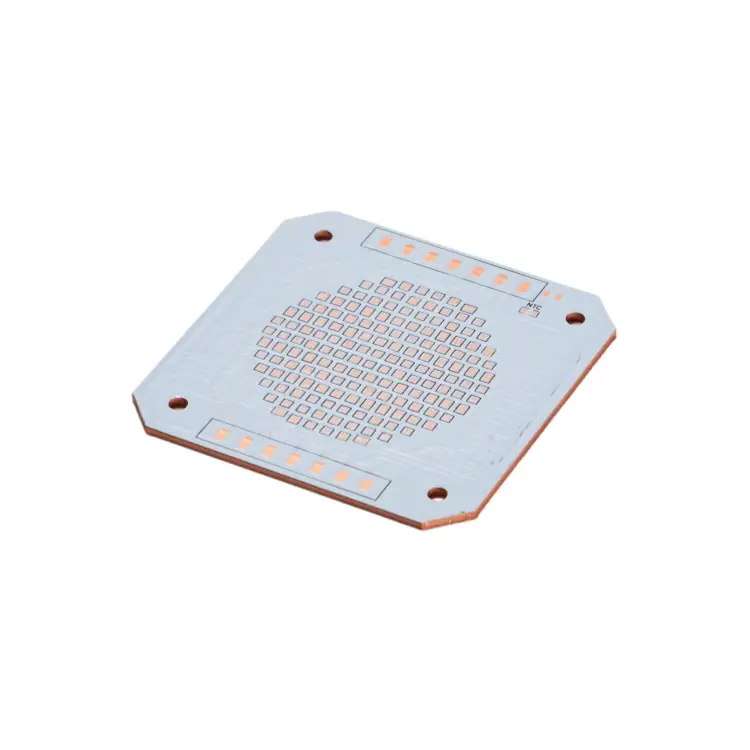
1. 高导热纳米绝缘层铝基板(2026 年主力,占比 70%)
结构:铜箔(1–6oz)+ 纳米陶瓷填充绝缘层(30–50μm,导热 2.0–4.0W/m・K)+ 铝合金基板(0.8–1.0mm);
优势:成本适中(280–350 元 /㎡)、工艺成熟、良率高(≥85%)、可加工性好、适配 800V 电控 / 光伏逆变器,2026 年占优质铝基板70% 以上;
劣势:导热上限 4.0W/m・K、耐温≤180℃,无法满足 SiC/GaN 极致高温需求;
技术关键:纳米陶瓷填料(AlN、BN)均匀分散、界面结合力、低 CTE 配方;
代表企业:东山精密、鹏鼎控股、生益电子(国内);三菱瓦斯、住友电工(日本)。
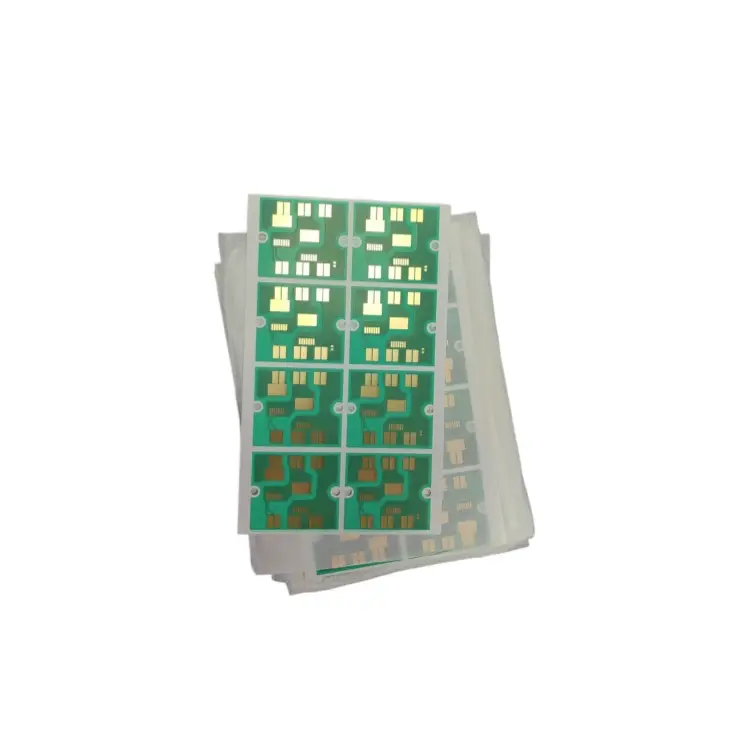
2. 厚铜铝基板(3–6oz,车规刚需,高增长)
结构:厚铜箔(3–6oz,105–210μm)+ 高导热绝缘层 + 铝基层,线路厚度是传统 3–6 倍;
优势:载流能力强(≥50A)、散热效率高、适合 800V 高压大电流场景,新能源汽车电控刚需,2026 年需求年增41.6%;
劣势:蚀刻难度大、良率低(75%–85%)、成本高(350–450 元 /㎡)、加工周期长;
技术关键:厚铜均匀蚀刻、侧蚀控制、线宽线距精度(±50μm)、绝缘层附着力;
代表企业:深南电路、景旺电子、超华科技(国内);京瓷(日本)。
3. 超薄高导热铝基板(1.0mm,AI 电源 / 车载雷达,快速崛起)
结构:超薄铝基(0.8mm)+ 高导热纳米绝缘层(30μm)+ 薄铜箔(1–2oz),总厚度 1.0mm;
优势:超薄轻量化、高导热(2.5–3.5W/m・K)、高平整度、适配 AI 服务器电源 / 车载激光雷达,2026 年需求爆发;
劣势:加工难度大、易翘曲、成本较高;
代表企业:金安国纪、华正新材(国内);罗杰斯(美国)。
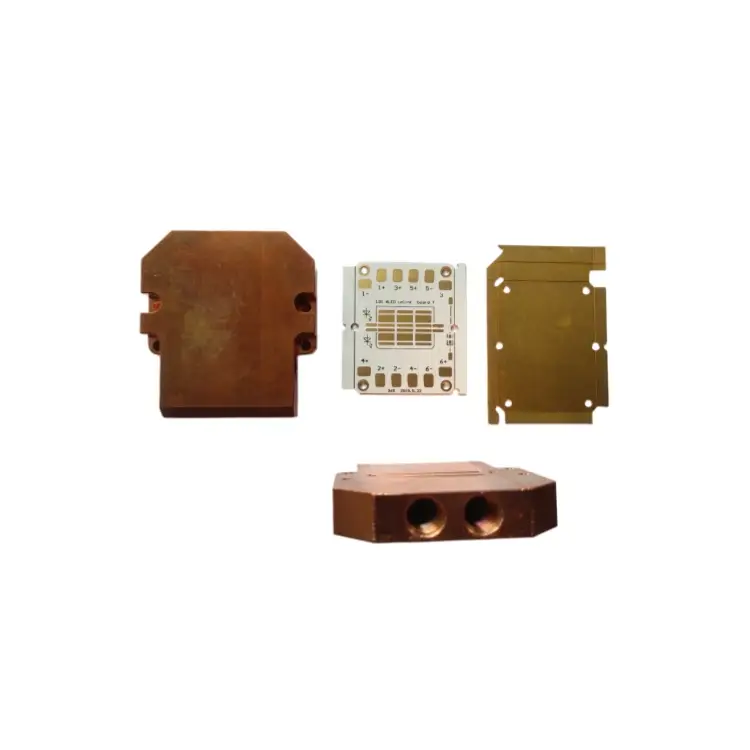
4. 复合结构铝基板(铝 - 陶瓷 - 铝,SiC/GaN 下一代,小批量试产)
结构:薄铝层 + 氧化铝 / 氮化铝陶瓷层 + 薄铝层,无有机绝缘层,导热系数 5.0–10.0W/m・K;
优势:导热极高、热膨胀极低、耐高温≥250℃、抗热冲击、适配 SiC/GaN 功率模块,下一代极致散热方案;
劣势:成本极高(800–1200 元 /㎡)、工艺复杂、良率低(60%–70%)、产能有限;
2026 年进展:生益电子、东山精密完成实验室验证 + 小批量试产,预计 2027 年实现车规级认证 + 小规模供货;
三、技术制高点:三大核心壁垒决定未来格局
1. 高导热纳米绝缘层配方(核心壁垒,专利垄断)
关键指标:导热系数≥2.5W/m・K、击穿电压≥3000V、Tg≥150℃、CTE≤30ppm/℃、耐老化≥1000 小时;
技术难点:纳米陶瓷填料均匀分散、界面热阻控制、树脂基体耐高温、低 CTE;
2. 厚铜蚀刻工艺(车规刚需,良率为王)
关键指标:铜厚 3–6oz、线宽线距 ±50μm、侧蚀≤15μm、均匀性 ±8μm、良率≥85%;
技术难点:厚铜均匀蚀刻、药液循环控制、曝光对位精度、防侧蚀技术;
竞争格局:国内深南电路、景旺电子领先,良率达80%–85%,接近日本企业水平,2026 年逐步替代进口。
3. 复合结构产业化(下一代核心,突破优质)
关键指标:陶瓷层纯度≥99%、导热≥5.0W/m・K、铝层附着力≥8N/mm、良率≥70%;
技术难点:陶瓷基板制备、表面处理、铝层键合、可靠性测试;
竞争格局:日美垄断优质市场,国内生益电子、东山精密小批量试产,2027 年有望实现车规级认证 + 小规模供货。
四、2026—2030 技术路线预测:主流 + 优质 + 下一代分层发展
1. 2026—2027 年:高导热纳米绝缘 + 厚铜为主,超薄快速渗透
高导热纳米绝缘层铝基板:占优质市场70%,导热2.5–4.0W/m·K,满足 800V 电控 + 光伏逆变器主流需求;
厚铜铝基板(3–6oz):占20%,车规刚需,良率提升至85%–90%;
超薄高导热铝基板(1.0mm):占8%,AI 电源 + 车载雷达快速渗透;
复合结构铝基板:占2%,小批量试产,SiC/GaN 样品验证。
2. 2028—2030 年:复合结构加速渗透,技术全面升级
复合结构铝基板:占优质市场15%–20%,成本下降40%,广泛应用 SiC/GaN 功率模块;
高导热纳米绝缘 + 厚铜:占60%–70%,导热提升至4.0–6.0W/m·K;
超薄高导热铝基板:占10%–15%,AI + 车载雷达主力。
 <
< <
< <
< <
<
 客服1
客服1  客服2
客服2